- 窒化とは何ですか?
- 鋼の表面に窒素を浸透拡散させて窒化化合物を生成し、硬い層を作る熱処理です。
根本的に浸炭焼入れおよび高周波焼入れとは異なります。マルテンサイトの機構を使いません。
- 窒化処理の種類を教えてください。
- 窒化処理には、ガス窒化、ガス軟窒化、ミック処理(特殊浸硫窒化)、塩浴軟窒化(タフトライド)、プラズマ窒化(イオン窒化) 、ラジカル窒化、カナック処理などがあります。
※塩浴軟窒化に代わり、最近はガス軟窒化が行われています。
- 歪みは出ますか?
- 熱処理の温度が低いため、歪みは少ないです。
また、弊社の窒化は全て炉冷のため、径で2/100~3/100くらい太くなり、縮みは絶対ありません。
300Φ×2,500Lのロールでも振れが3/100程度以下に収まります。
浸炭焼入れや高周波焼入れなどに比べ極めて少ないです。
※前処理として応力除去していただけるとさらに歪みは少なくなります。
自社内で応力除去可能です。
- プラズマ窒化(イオン窒化)はどんな材料でも窒化できますか?
- プラズマ窒化(イオン窒化)はどんな材料でも窒化できます(特殊な材料を除き、鉄基合金に限る)
しかし、ステンレス鋼の窒化は不動態被膜の関係により、いろいろと処理方法にも制限がありますので、弊社に是非ご相談ください。
※表1参照
- シリンダーのプラズマ窒化(イオン窒化)処理を依頼したのですが、仕上がりが黒く、ムラができています。大丈夫でしょうか?
- 可能性として硬度が低い、または硬化層が非常に薄い、歪みが大きいなどの可能性が非常に高いです。弊社はこのような問題を全てクリアできるノウハウを持ち合わせております。
品質管理上問題が出てくる前に、是非ご相談ください。
- どのくらいの硬度と硬化層の深さが得られますか?
- 窒化処理温度、処理時間、材質によって硬化層の深さや硬度分布の勾配が変わってきます。また、焼入れ、焼戻しによる調質によってもおおいに異なりますので、ご相談ください。最高で0.6mmくらいは窒化層を作ることができます。
※表1参照
※硬度分布表参照
- プラズマ窒化炉には、どのくらいのものが入りますか?
- 有効領域としては900Φ×6,000Lまで入ります。他にΦ1,300×1,750Lの炉もあります。
- 応力除去焼鈍炉には、どのくらいのものが入りますか?
- Φ790×4,000L、2tまで入ります。
- 溶接した所は窒化できますか?
- できます。ただし、母材と溶接の材料が同じである方がいいでしょう。同じ材料の場合、溶接箇所において母材よりも高い硬度が得られます。
- 短納期で窒化処理を依頼できますか?
- 処理時間の長さとしては、最短で、ガス窒化(中3日)→プラズマ窒化(イオン窒化)(中1~3日)→ガス軟窒化(中1日)、ミック処理(特殊浸硫窒化)(中半日)。このような順番で処理時間は短くなっていきます。
※処理時間は硬化層の仕様によって決定します。
- 窒化防止はできますか?
- プラズマ窒化(イオン窒化)の場合は、グロー放電による窒化のため、グローの幅の関係により、0.8mm以下のスリットは窒化しません。よってネジ穴などは、同じ径のネジなどを入れれば窒化防止でき、治具作成を考案すれば、簡単かつ完全に防止できます。ガス窒化、ガス軟窒化、ミック処理(特殊浸硫窒化)は、その処理専用の窒化防止剤を使って窒化防止できます。
※プラズマ窒化(イオン窒化)の場合、窒化防止の治具が設計上作成できない製品などについては、プラズマ窒化(イオン窒化)用の窒化防止剤を使います。しかし、窒化防止剤の気化の関係上バラつきがあるため、完全に防止することは不可能です。
- 窒化後、最終工程において研磨はできますか?
- ガス窒化は白層部の除去が必要となるため、研磨シロを付けなくてはいけません。
プラズマ窒化(イオン窒化)の研磨シロは寸法仕上のため、極小でOKです。
浸硫窒化は、浸硫層をなくしてしまうため、研磨をしてはいけません。
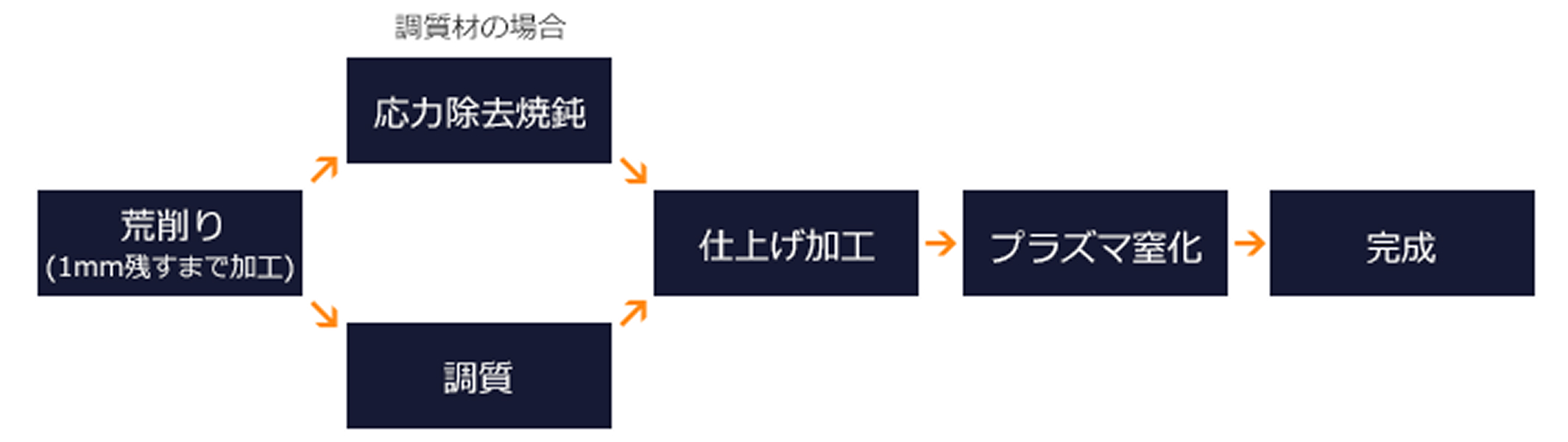
【プラズマ窒化までの工程例】
- 白層がなく拡散層のみの窒化層はできますか?
- できます。イオン窒化、ガス窒化両方ともできますのでおまかせください。
ただし、硬化層が深い場合は難しい場合がありますのでご相談ください。
- オーステンナイト系ステンレス材に窒化をしたのですが、どんな処理がいいでしょうか?
- 耐食性を重視する場合はHART処理がお勧めです。耐摩耗性を重視される場合はイオン窒化をお勧めします。